English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Russian
Russian
集團介紹 生產(chǎn)基地 發(fā)展歷程 榮譽資質(zhì) 員工風(fēng)采 社會責(zé)任 人力資源 雙興實景
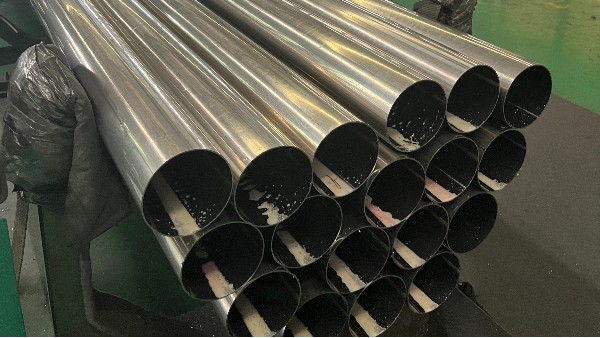
廣東雙興新材料集團有限公司位于佛山市高明區(qū)楊和鎮(zhèn),總占地409畝,規(guī)劃建設(shè)全流程自動化焊管產(chǎn)線200條,全自動管件產(chǎn)線200多臺/套,年產(chǎn)不銹鋼焊管達20萬噸、不銹鋼管件達2000萬件,是集生產(chǎn)、研發(fā)、銷售于一體的不銹鋼品牌企業(yè),細分行業(yè)龍頭企業(yè)。雙興產(chǎn)品:結(jié)構(gòu)管、制品管、工業(yè)焊管、飲用水管已遠銷全球80多個國家和地區(qū),廣泛應(yīng)用于食品衛(wèi)生、機械制造、壓力容器、石油化工、市政建設(shè)、污水處理等行業(yè)。








生管")
扶手用管")